



Presisi sablon mencakup dua aspek berikut: Pertama, distorsi lebar garis sablon kecil, lebar garis 0,05 mm; yang kedua adalah akurasi posisi pola sablon tinggi, panjang gambar 500mm. Bila posisinya <0,15mm, ada banyak faktor yang mempengaruhi keakuratan kedua aspek di atas. Dari sablon hingga proses produksi pencetakan grafis, faktor-faktor berikut ini penting:
Pertama, pemilihan bahan sablon dan bahan cetak: termasuk bahan rangka, bahan wire mesh, mesh, warna dan sifat pencetakan;
Umumnya, LY12, LF2 dan profil tabung persegi aluminium paduan keras lainnya digunakan. Ukurannya lebar 20mm dan tebal 20mm. Keempat sudutnya dibentuk dengan las busur argon atau paku keling. Rangka logam sangat akurat dan stabil secara dimensi. Saat ini yang paling banyak digunakan adalah jaring nilon dan jaring poliester. Jaring nilon memiliki ketahanan panas yang buruk, dan mudah menghasilkan deformasi termoplastik setelah dipanaskan, yang membuat ketegangan tidak merata dan mempengaruhi kualitas sablon. Jaring pengikat atau stensil layar tidak cocok untuk memanggang dengan suhu tinggi. Jaring poliester memiliki ketahanan panas dan stabilitas dimensi yang baik, serta polanya tidak banyak berubah karena perubahan suhu dan kelembapan.
Kedua, penyebaran peralatan set sablon, perkakas: mesin sablon, perkakas pemosisian, dll.;
Bahkan mesin sablon yang sama dalam proses pencetakan, keakuratan hasil akhir sablon sutra sedikit berbeda, perubahan posisi dan penempatan perkakas juga akan mempengaruhi keakuratan pencetakan, pada sablon dan bahan cetak, bahan rangka yang berbeda, serta jumlah mesh layar, warna bahkan karakteristik cetakan itu sendiri, akan menyebabkan ketepatan produk sablon.
Ketiga, proses produksi meliputi jaring regangan, pembuatan pelat layar, proses pencetakan, dll;
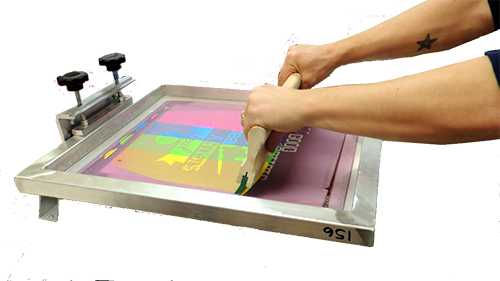
Peregangan jaring adalah mata rantai yang tidak dapat dihindari. Untuk menghasilkan grafis cetak berpresisi tinggi, pertama-tama diperlukan jaring regangan yang memenuhi persyaratan kualitas. Cara terbaik adalah menggunakan tandu pneumatik. Persyaratan mutu jaring regangan adalah sebagai berikut.
1. Ketegangan tandu sesuai dan seragam. Ketegangannya sebesar mungkin. Jika tegangan terlalu besar dan melebihi batas elastis bahan, maka jaring akan kehilangan elastisitasnya, menjadi rapuh atau bahkan patah. Ketegangannya tidak mencukupi dan layarnya lembut dan kurang ketahanannya. Ini harus dipertimbangkan sesuai dengan tegangan pengenal dan kemudian sesuai dengan kondisi kerja, sehingga tegangan pada seluruh permukaan layar seragam.
2, kawat lungsin dan benang pakan tetap vertikal
Lengkungan dan pakan layar yang diregangkan harus tegak lurus terhadap sisi bingkai. Ketika jaring diregangkan, jaring diregangkan, yaitu gaya yang dihasilkan konsisten dengan arah kawat; yang kedua adalah jaring yang dipegang jaring dapat meregang secara mendatar. seluler.
3, untuk mencegah kendur
Untuk mengurangi ketegangan jaring seiring waktu, layar akan menjadi kendor atau kendor, dan ketegangan akan berkurang. Penarikan terus menerus dan pengencangan tandu yang berulang-ulang harus dilakukan untuk membuat sebagian tegangan terlepas sebelum jaring tetap.
Keempat, kondisi lingkungan sablon: suhu bidang sablon, kelembaban, kebersihan, terutama kebersihan merupakan faktor penting yang mempengaruhi jumlah produk;
Penggunaan tinta dalam proses sablon sangatlah penting, dan kinerja pelarut pada tinta mudah dipengaruhi oleh suhu, kelembaban dan kebersihan ruang operasi, terutama kebersihan lingkungan, bersih dan kering pada suhu ruangan. Keakuratan bahan cetakan jauh lebih tinggi dibandingkan lingkungan yang suhunya terlalu tinggi atau terlalu rendah dan kebersihannya tidak tinggi.
Lima. Orang adalah faktor terpenting yang mempengaruhi kualitas proyek. Operator harus mempunyai tanggung jawab yang tinggi dan keterampilan tingkat tinggi.
Kemahiran operator dalam penggunaan tinta sablon, tanggung jawab pekerjaan dan sikap kerja yang benar akan secara langsung mempengaruhi kualitas sablon. Sikap kerja yang benar, dan terampil dapat mengontrol pengoperasian setiap langkah sablon. Pekerja jauh lebih akurat dalam kualitas cetak dibandingkan pekerja yang baru mengerjakan sablon.
Meningkatkan presisi produk sablon adalah satu-satunya cara untuk meningkatkan efisiensi ekonomi dan reputasi perusahaan sablon. Untuk perusahaan dengan kualitas cetak yang buruk, mereka harus menemukan alasannya sendiri, memperbaiki proses, lingkungan, dan faktor lain pada waktunya untuk memastikan sutra. Keakuratan produk jadi yang dicetak di internet telah ditingkatkan.








